Обзор международных стандартов конусов: как выбрать подходящий?
Обзор международных стандартов конусов: как выбрать подходящий?
Конус 7:24 является самым распространенным в станочной оснастке. Станочная оснастка как направление металлообработки развивалось на протяжении продолжительного времени.
В 1860-х г. Стивен А. Морзе предложил одно из самых широко применимых креплений инструмента: конус Морзе. Такие конусы использовались для закрепления сверл. Тогда же появилась и лапка для выбивания сверл, так как конус был самозаклинивающийся.
В начале ХХ века Карл А. Бергстром изобрел спиральную фрезу, которая стала прорывным изобретением того времени. Наличие спирали на фрезе значительно ускорило обработку металла и увеличило стойкость инструмента. Но также это изобретение повлекло за собой проблемы в инструментальной отрасли, так как стандартные конусы Морзе больше не справлялись с функцией крепления инструмента. Вытягивающая сила, которая действует на спиральную фрезу, выталкивала инструмент из крепления.
Это послужило модернизации конуса Морзе, где вместо лапки на хвостовике располагалась резьба. Похожая конструкция использовалась на советских станках. Инструмент крепился на резьбу в противоположном от вращения направлении, что не давало вытягивать инструмент из конуса.
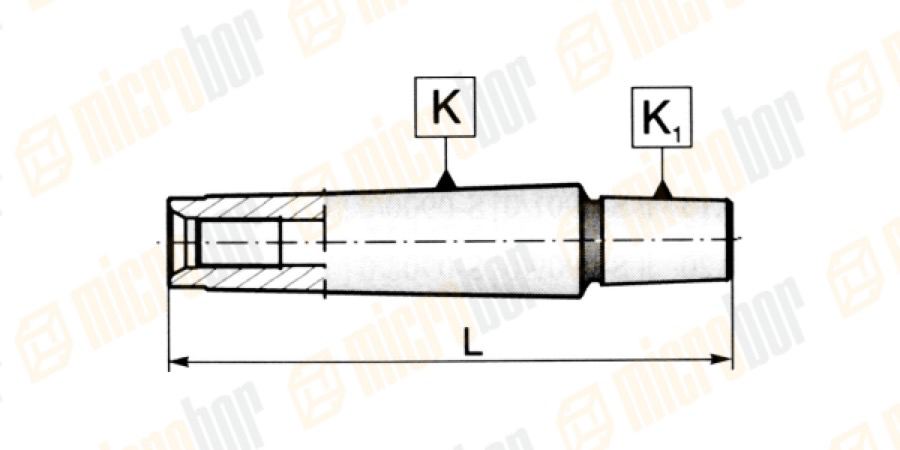
Следующим толчком для развития конуса Морзе послужила автоматизация производства, а именно автоматизация смены инструмента в станках. Ранее конус Морзе извлекался выбиванием через шомпол или лапку, а системы автоматической смены инструмента не могли подобным образом выбивать инструменты из шпинделя. В последствии и был изобретен конус 7:24, который актуален сегодня. Он получил множество всеми используемых стандартов. Далее подробнее ознакомимся с некоторыми из них.
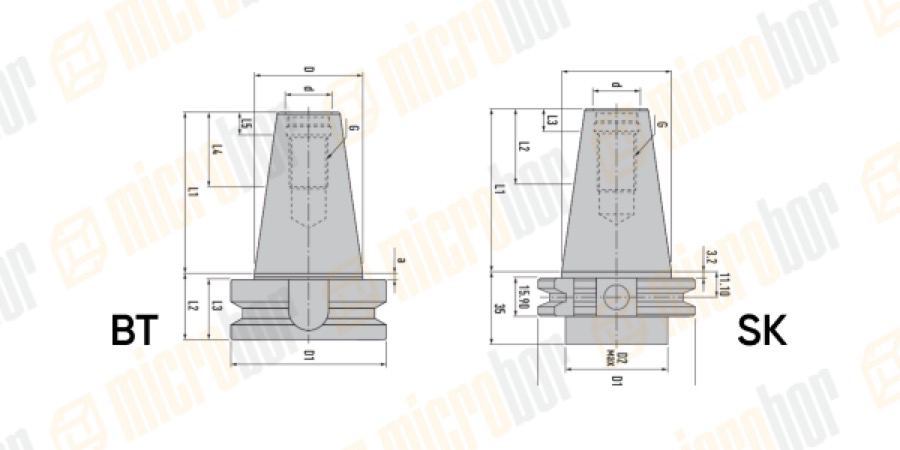
MAS BT403 и KBT
Имеют большое распространение, так как подходят под японский стандарт JIS. Это базовые конусы, которые подходят под многие, в том числе японские, станки. Рассмотрим различия между стандартами BT и KBT
Конус стандарта BT имеет контакт со шпинделем только по конусу. Из-за этого возможно худшее угловое позиционирование в шпинделе, чем у стандарта KBT, у которого есть дополнительная поверхность контакта по пояску конуса. Стоит уточнить, что под оснастку KBT нужен специальный шпиндель того же стандарта.

SK DIN69871
Не менее распространенный в эксплуатации стандарт. Прародителем стандарта является DIN 2080, который до сих пор можно встретить на старых станках. Чтобы отличить стандарты KBT и BT от стандарта SK, достаточно взглянуть на поясок смены инструмента. У стандарта SK оба пояска под смену инструмента идентичного размера, в то время как у стандартов KBT и BT поясок, прилегающий к шпинделю, значительно толще, чем со стороны интерфейса инструмента.
HSK-A, HSK-C, HSK-F
Следующим этапом развития стандартов стало появление стандарта HSK. Здесь исправлены недостатки предыдущих стандартов: большая масса и неточное позиционирование по углу, что было критично для закрепления токарного инструмента во фрезерных станках. Разновидности стандарта HSK сильно отличаются между собой, поэтому необходимо точно знать модель, которая установлена на станке.
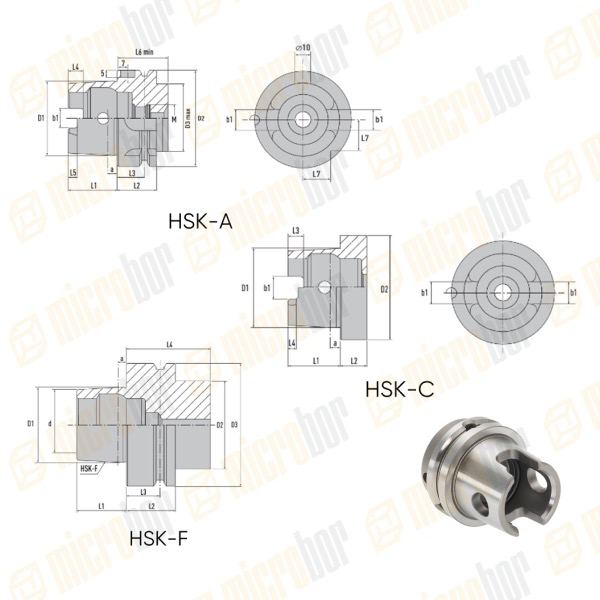
Достоинства конусов стандарта HSK:
- отлично сбалансированные оправки, из-за чего появляется возможность для развития большей скорости вращения инструмента;
- площадь контакта по конусу и торцу;
- высокая жесткость в шпинделе
Если вы находитесь в поиске станка, рекомендуем выбрать станок со шпинделем стандарта HSK. Такой шпиндель позволит использовать возможности станка на максимум.
Подведем итог:
- Конусы SK и BT являются аналогичными по своим свойствам, некоторые типоразмеры этих стандартов (к примеру, конусы 50-ого размера) полностью идентичны по размерам посадочного конуса и отличаются только пояском под смену инструмента;
- Конусы HSK значительно жестче и точнее, а также позволяют осуществлять точное угловое позиционирование, некоторые станки могут оснащаться только шпинделями с конусом HSK (токарно-фрезерные МОЦ и станки с высокооборотистыми шпинделями)
Типы подвода СОЖ
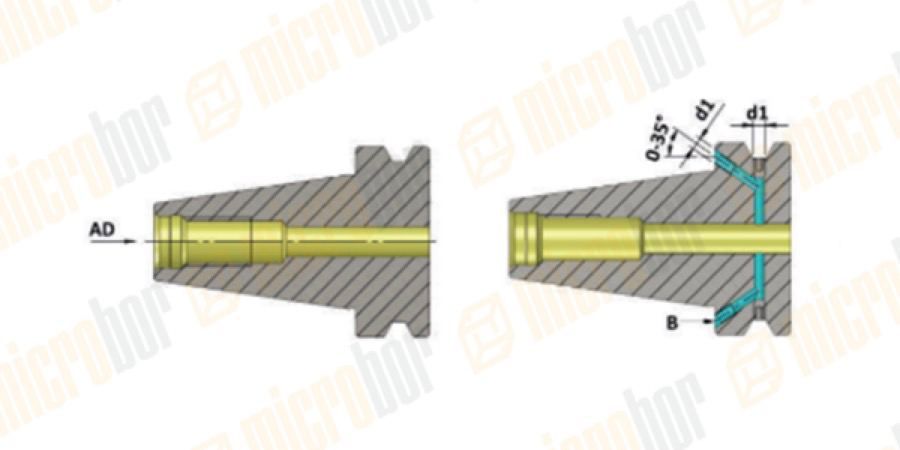
Для оптимальной работы рекомендуется использовать внутренний подвод СОЖ (смазочно-охлаждающей жидкости). Это позволит значительно увеличить производительность станков и срок службы инструмента. На изображении ниже показаны два наиболее распространенных стандарта подвода СОЖ: AD с подводом через центр и AD/B с подводом через центр и объемом шпинделя торцевой оправки. Эти варианты обеспечивают эффективное распределение СОЖ, что способствует более эффективному охлаждению и смазке инструмента, повышая его производительность и долговечность.
Кроме того, использование внутреннего подвода СОЖ также позволяет снизить вероятность образования стружки и налета на инструменте, что увеличивает его ресурс и снижает износ. Это особенно важно при обработке труднообрабатываемых материалов или при выполнении сложных операций, таких как фрезерование или сверление глубоких отверстий.
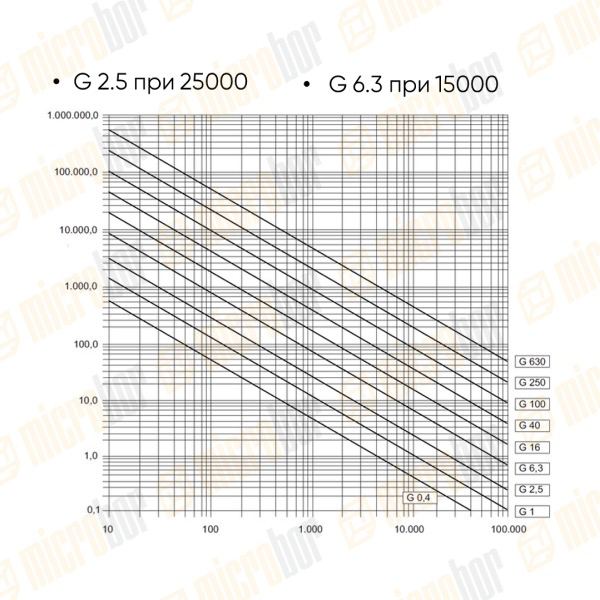
Балансировка по классам G
Разберёмся с параметрами балансировки.
Чем меньше цифра у «G», тем более точно отбалансирован патрон. Но нельзя оценивать показатель, не учитывая количество оборотов. Компания Микробор предлагает станочную оснастку, соответствующую двум классам балансировки: G 2.5 при 25000 оборотов и G 6.3 при 15000. Последнему соответствуют такие патроны как Weldon, патроны для торцевых фрез и т.п., так как патроны практически невозможно отбалансировать под соответствие более высокому классу точности, и они, как правило, не используются на больших оборотах.
Задать вопросы о продукции Microbor и эксплуатации инструмента можно на наш email order@microbor.store или в сообществе ВК.