Технические рекомендации по использованию сверл с быстросменными головками

Два главных параметра для любых типов сверл: отклонение от оси при точении и биение при сверлении. Стандартом этих параметров для сверла считается 0,03 мм. Использование сверла с быстросменными головками от Microbor подразумевает отклонение от оси и биение не более 0,02 мм.
Сверла со сменными головками нашего производства крепятся в патрон по стандарту HE (Whistle-Notch). На практике эти же сверла можно закрепить в патрон по стандарту HB (Weldon). Более того, мы рекомендуем крепление сверл в патроны Weldon при использовании большого диаметра инструмента.
Также инструмент можно зажимать в цанговых и гидравлических патронах. Не рекомендуем крепление в термопатронах, так как коэффициент теплового расширения корпуса и сверла идентичен. Как следствие, невозможно произвести нагрев патрона и вытащить сверло.
Как уменьшить биение при сверлении глубокого отверстия?
Корпусом 1.5xD и головкой подходящего диаметра (до +0,9 мм к диаметру корпуса) просверлить «пилотное отверстие». При этом глубина отверстия должна быть не менее длины режущей головки сверла. После этого продолжить сверление отверстия сверлом с длинным корпусом. Таким образом, вам удастся обойти недостатки конструкции и достичь желаемого результата. (см. рисунок 2)
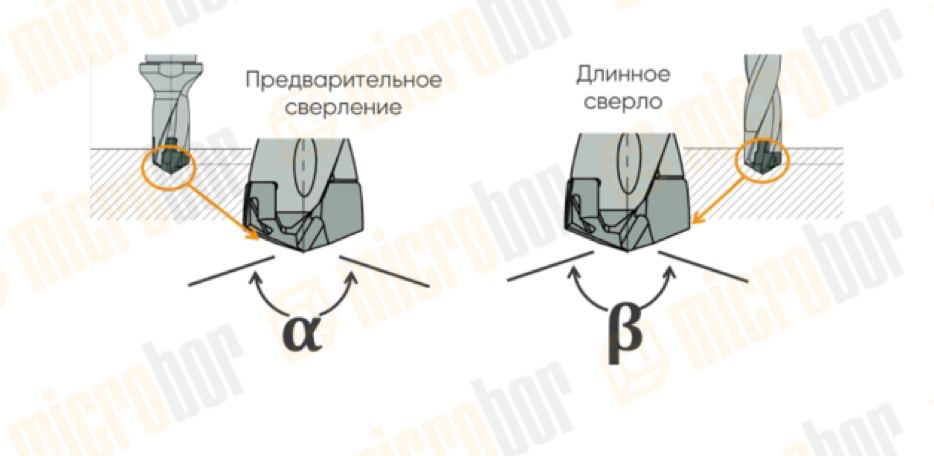
Как правильно центровать сверло по предварительному отверстию?
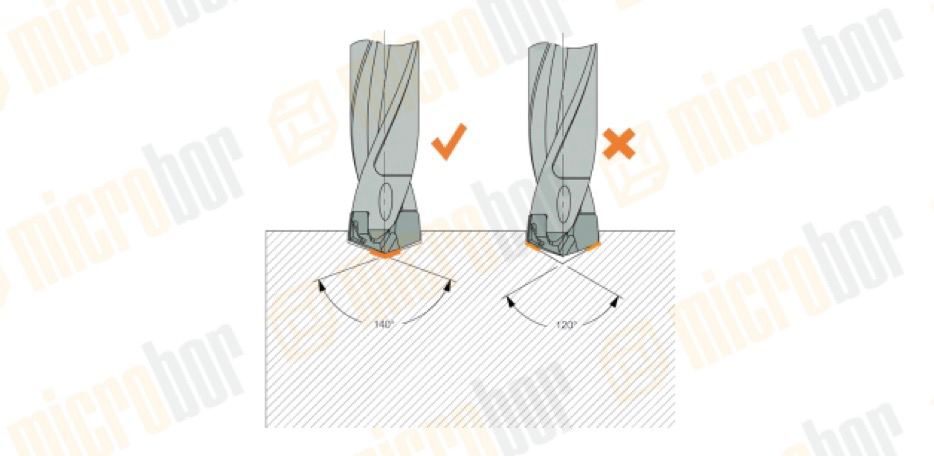
Главный критерий выбора сверла для «пилотного отверстия»: угол при вершине режущей кромки должен быть больше или равен углу последующего сверла. Если последовать этому правилу, то сверло с длинным корпусом отцентруется по «носику». При неверном выборе сверла отцентровка пройдет по периферической кромке (см. рисунок 3). Нагрузка неравномерно распределиться с одного пера на другое, что приведет к следующим последствиям:
- Вибрация
- Низкое качество поверхности
- Разбивка отверстия
- Отклонение прямолинейности
- Отклонение круглости
- Повышенный износ
Почему не рекомендуем рассверливать отверстия?
При рассверливании готовых отверстий для получения большего диаметра основная нагрузка будет направлена в точку, где угол входного отверстия соединяется с режущей кромкой. При этом носик сверла останется целым. Сопутствующими проблемами станут мгновенное выкрашивание режущей кромки и неправильная отцентровка сверла. Повысится износ не только режущей головки, но и ресурса корпуса сверла.
Для правильного рассверливания отверстий рекомендуем использовать расточную систему или фрезеровку отверстий.
Как сделать отверстие на поверхностях с низкой шероховатостью, вогнутых и выгнутых поверхностях?
Проблема всех нестандартных поверхностей при использовании сверла с быстросменной головкой- отцентровка. Чтобы качественно сделать отверстие необходимо предварительно подготовить поверхность. Для этого фрезой (или другим инструментом, не требующим отцентровки) делаем небольшую площадку. Диаметр фрезы при этом необязательно подбирать под диаметр сверла. Достаточно, чтобы площадка обеспечила будущую отцентровку носика сверла. Далее можно вводить сверло в подготовленную площадку.
Эффективное сверление пакета заготовок
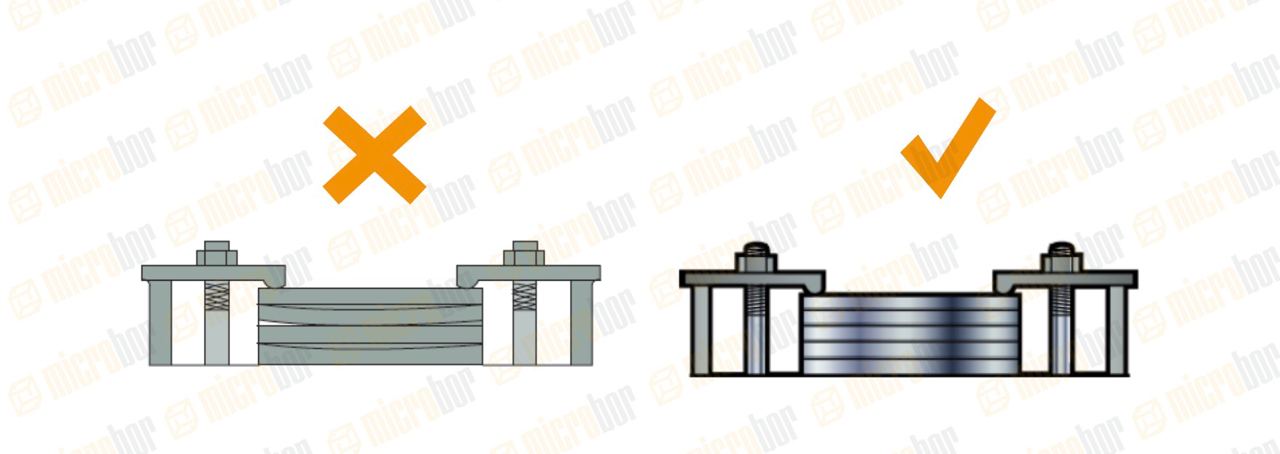
Два главных правила сверления пакета заготовок сверлом с быстросменными головками (см. рисунок 4):
- Необходимо жесткое закрепление заготовок
- Минимальный зазор между заготовками
При соблюдении условий выше отверстия будут качественными, а производство деталей не займет много времени.
Замена головки сверла
Для эффективного использования инструмента и высокого качества изделий необходимо вовремя заменить головку сверла. Расскажем о признаках изношенной головки:
- Предельный износ. Допускается износ 0,2-0,3 мм. Определить износ можно только при наличии инструментального микроскопа.
- Изменение диаметра отверстия
- Ухудшение качества поверхности
- Резкое увеличение вибраций
- Ограничение мощности
Как только появляется один из этих признаков, головку сверла необходимо заменить.
Задать вопросы о продукции Microbor и эксплуатации инструмента можно на наш email order@microbor.store или в сообществе ВК.